【新品发布,视频先行!】怒江 当地 螺旋管【钢材】拥有多家成功案例产品,等你来探!
以下是:怒江 当地 螺旋管【钢材】拥有多家成功案例的图文介绍

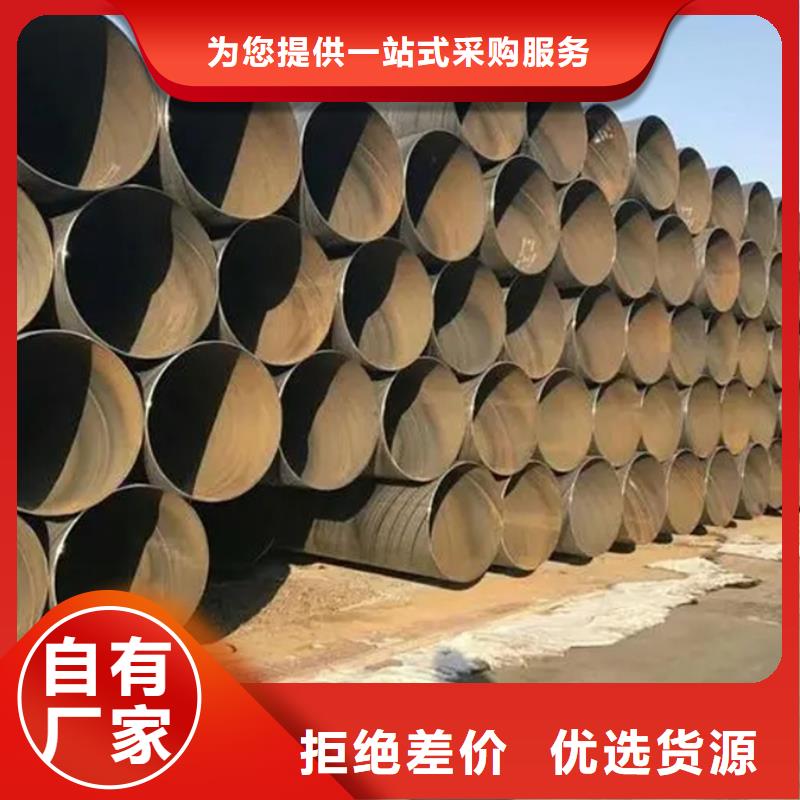
温度元件:喷涂时,现场环境温度和待喷涂基体表面温度为15℃~ 35℃。温度过低时,聚氨酯泡沫与基材的结合力降低,产品密度明显增大。如果温度过高,发泡剂的损失太大,而且不经济。 在外保护管上,工作钢管从开始到结束的某些结构模式不会改变。怒江螺旋管的强度和刚度以及外护管与土体之间的受力足以使内管在不改变钢筋混凝土结构的情况下保持不变,从而节省钢筋混凝土支墩的制造。只有当钢管作为外保护管时,才能选择恒定模式。 应在恒端设置保温设备,以减少热桥效应,且外部保护管应具有足够的强度以满足管道的水平推力要求。对于“钢夹套钢”保温结构,内部不变结构的选择具有很大的优势。根据外保护管的不同,可分为钢套筒钢结构和钢套筒钢复合结构。


2.怒江防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.怒江防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.怒江防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.怒江防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.怒江镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



把 09CuPCrNi-A钢板、烦恼交给苏沪金属制品有限公司、让我们为您提供专业优质的 09CuPCrNi-A钢板、解决方案!多年来服务万家客户,每批次 09CuPCrNi-A钢板、产品都经过严格质量体验,确保用户使用放心。


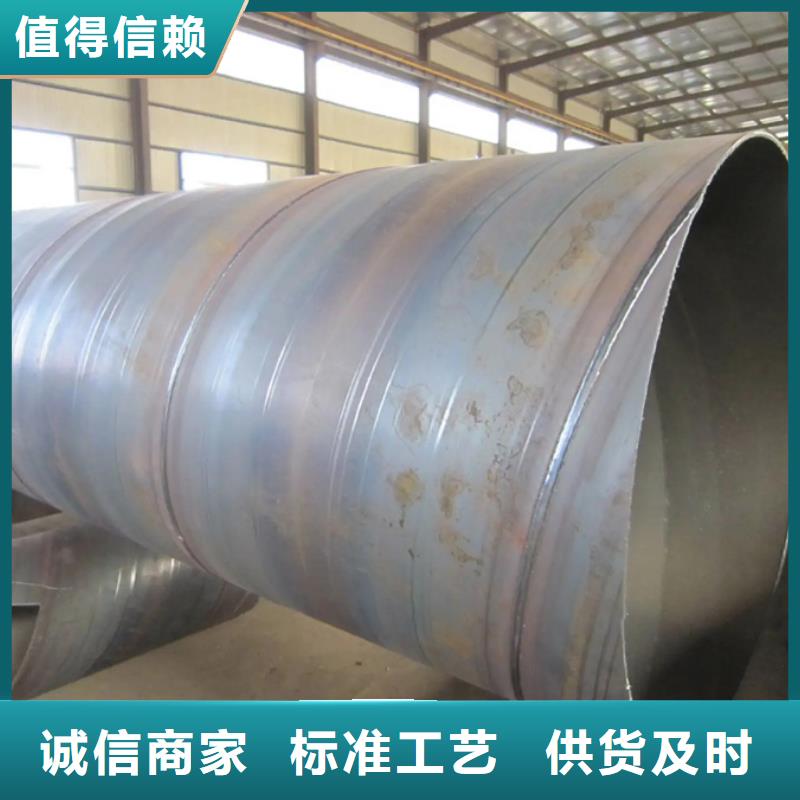
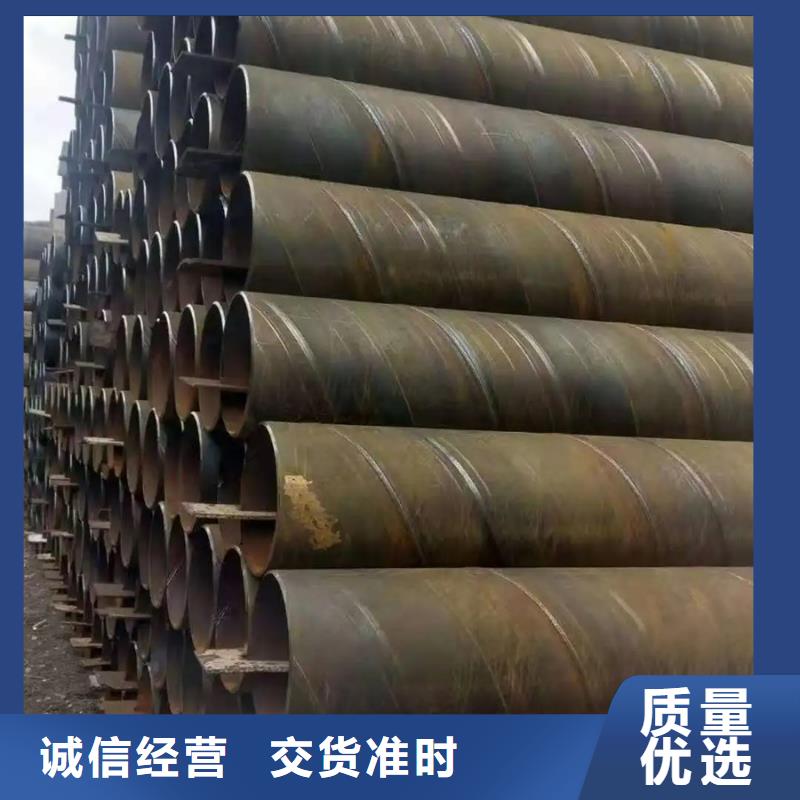
二. 怒江防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。





 扫一扫
扫一扫