想要深入了解【聊城】【当地】防腐钢管管线管品牌大厂家产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您全方位感受产品的魅力与品质。
以下是:【聊城】【当地】防腐钢管管线管品牌大厂家的图文介绍

鑫邦源特钢有限公司开拓创新,不断去完善和提高 聊城高压化肥管、产品的质量,对产品精益求精,对客户细心服务,以“技术、服务、节能、环保”为理念,以维护地球生态环境,创造美好人居环境为目标。在人类面临着“能源危机”和“温室效应”威胁的今天,鑫邦源特钢有限公司的 聊城高压化肥管、将会得到更加广泛的应用! 客户的满意和对社会节能环保的贡献,是我们不断前进的动力!


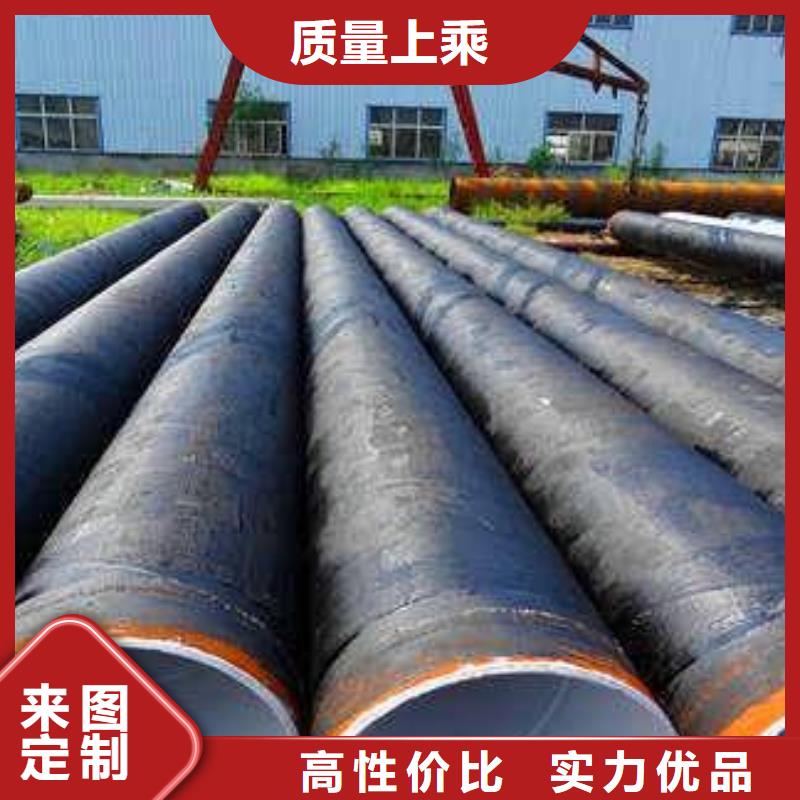
直埋保温管产品性能优势强大无比
1、直埋保温管的基质为聚氨酯,故不吸水。内部的气泡也是封闭的,所以不存在毛细现象,也不会渗透。由于这两点在使泡沫玻璃在大多数物理、化学性能上优于其他任何无机、有机的绝缘材料,因此直埋保温管是目前最理想的保冷绝热保温管。
2、保温管特点:机械强度较高,强度变化与表观密度成正比。具有优良的抗压性能,较其他材料更能经受住外部环境的侵蚀和负荷。优良的抗压性能与阻湿性能相结合,使聚氨酯成为地下管道和槽罐地基最理想的绝热材料,成为了十二五期间最达标的直埋保温管。
3、保温管具有很好的绝热透湿性,因此热导率长期稳定,不因环境影响发生变化,绝热性能良好。这些优点导致保温管能够长期稳定的使用。正因为直埋保温管有如此多的优点才成就了成为保温节能管材的产品



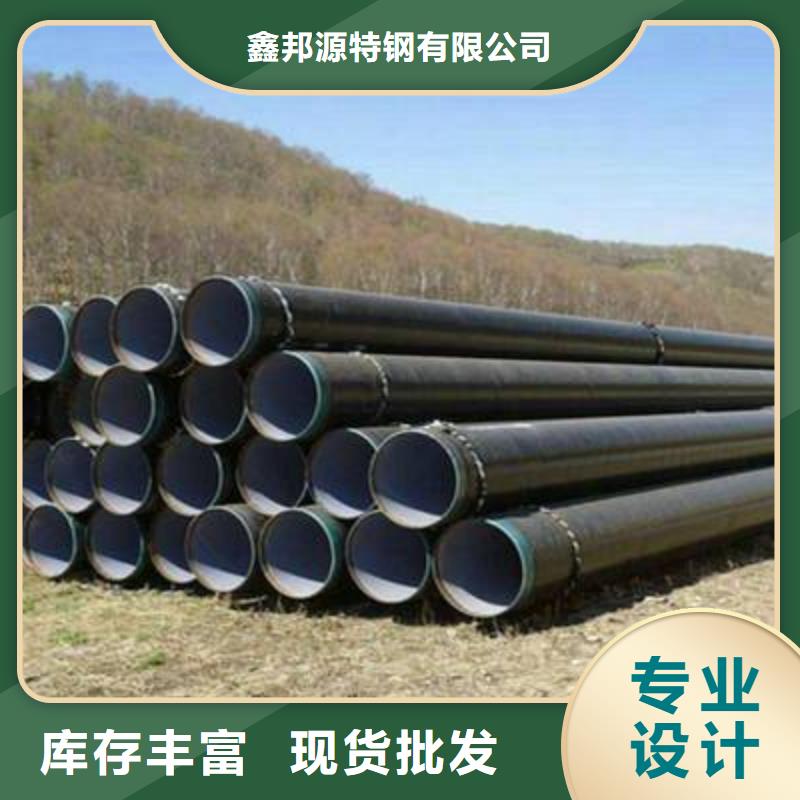
直埋保温管产品性能优势强大无比
1、直埋保温管的基质为聚氨酯,故不吸水。内部的气泡也是封闭的,所以不存在毛细现象,也不会渗透。由于这两点在使泡沫玻璃在大多数物理、化学性能上优于其他任何无机、有机的绝缘材料,因此直埋保温管是目前最理想的保冷绝热保温管。
2、保温管特点:机械强度较高,强度变化与表观密度成正比。具有优良的抗压性能,较其他材料更能经受住外部环境的侵蚀和负荷。优良的抗压性能与阻湿性能相结合,使聚氨酯成为地下管道和槽罐地基最理想的绝热材料,成为了十二五期间最达标的直埋保温管。
3、保温管具有很好的绝热透湿性,因此热导率长期稳定,不因环境影响发生变化,绝热性能良好。这些优点导致保温管能够长期稳定的使用。正因为直埋保温管有如此多的优点才成就了成为保温节能管材的产品.




 扫一扫
扫一扫