简约而不简单,我们的【崇左】(本地)C型钢工字钢厂家精心推荐产品视频将用最直观的方式展示产品的核心价值。
以下是:【崇左】(本地)C型钢工字钢厂家精心推荐的图文介绍
C型钢工字钢厂家精心推荐")
优良的 崇左槽钢、产品性能在长期的市场销售中受到众多合作客商的好评与青睐,已与众多大中型企业建立长期的合作关系。“重诚信、严质量”是我公司坚持的在发展宗旨,国耀宏业钢铁有限公司真诚期待与四海客商、携手发展、合作共赢!
C型钢工字钢厂家精心推荐")
C型钢工字钢厂家精心推荐")
C型钢资金紧张情况较严重,采购需求仍坚持低库存策略,钢材价格不断下探,进入6月恐将降价,部分地区钢厂已开始小幅减产,后期市场预期较悲观。进入2015年,国内焦炭市场降价范围明显增多,华北与华东地区均有降价现象,目前仍有个别地区相对滞后,尚未完成焦炭价格,因此预计2月份国内焦炭市场仍将延续1月份跌势。
炼焦煤价格1月虽无明显下调,但钢厂以及焦化厂均有向煤矿提出降价要求的意愿,目前煤矿仍处于挺价状态,但受库存高位、销售迟缓等压力影响,后期市场不大乐观。在下游市场无明显好转的情况下,炼焦煤市场受供给过剩压力制约,C型钢价格或弱势下行,疲态难改,对焦炭市场支撑动力不足。
宏观积极利好仍需观望等待。2015年资金面紧张情况难有明显好转,钢铁行业资金有可能仍然面临十分紧张局面。因此下游钢材市场方面能够为焦炭带来的正能量条件并不十分充足,市场延续弱势行情可能性较大。国内焦炭市场震荡下跌,市场成交情况略显。
华北地区受环保压力影响,部分钢厂有停产、检修现象,焦炭需求量有所,且各大钢厂焦炭采购价格意愿较强。C型钢价格地区虽然不多,但当地焦化厂出货略迟缓,且厂内有少量库存积压,因此后期该地区价格仍有回调空间。
国内主要地区武安钢厂中厚板主流规格的锁货至2180-2200元,而抄底资金对于中板的抄底节点定位在2200元,这也使得在该价位集聚了大量的买盘,也是钢厂订单量在2200元、2250元价位出现大幅放量的主要原因。C型钢市场交投氛围尚可,焦企和钢厂的焦炭库存均处于低位。
C型钢工字钢厂家精心推荐")
C型钢工字钢厂家精心推荐")
C型钢工字钢厂家精心推荐")
也可看出钢材市场的、低迷的态势难改变,导致商家后市看空情绪颇浓。钢贸商无意“冬储”,终端需求也随之,难有拉涨动力。本周市场资源紧张情况终于有所缓解,但是需求量能否保持并不乐观,因此多数商家以出货策略为主,目前来看,各地缺货现象较为普遍,资源供需弱平衡,商家对后市谨慎观望为主。
z型钢钢厂库存量的整体回升,后期出现集中补库存的可能性很小:一是从资金成本角度看,采购仍执行按需采购策略;二是市场焦炭供应依然宽松,随用随采可以降低采购成本;三是运输不再成为影响企业生产的核心因素。此外,通过对比炼焦煤市场,可以看出,钢厂自9月中下旬以来就一直在增加库存,并仍处于补库存过程中。
钢厂对焦炭和焦煤采购存在较大的差异,说明了钢厂并非没有意识到应该增加焦炭采购,而是认为不必要。库存水平快速下降,然而,在建筑钢材库存水平大幅下降的同时,钢价却并未有明显的迎头而上的反弹,整体相对平稳。从年内情况来看,虽然随着天气转冷,建筑钢材市场需求将继续,加之钢材贸易商冬储意愿较低,钢材市场需求低迷状态难以改变,因很难形成向上动力,部分钢材品种甚至有下滑风险存在。
受此影响,年内铁矿石市场或将处于被压制状态,难以出现大幅上涨。目前钢市低迷现状,钢厂操作十分谨慎,故钢坯价格仅上拉10元。唐山钢坯价格上涨后,周边钢市活跃度有所上升,但多数钢厂多以出货为主,跟涨现象并不多。
C型钢工字钢厂家精心推荐")
C型钢工字钢厂家精心推荐")
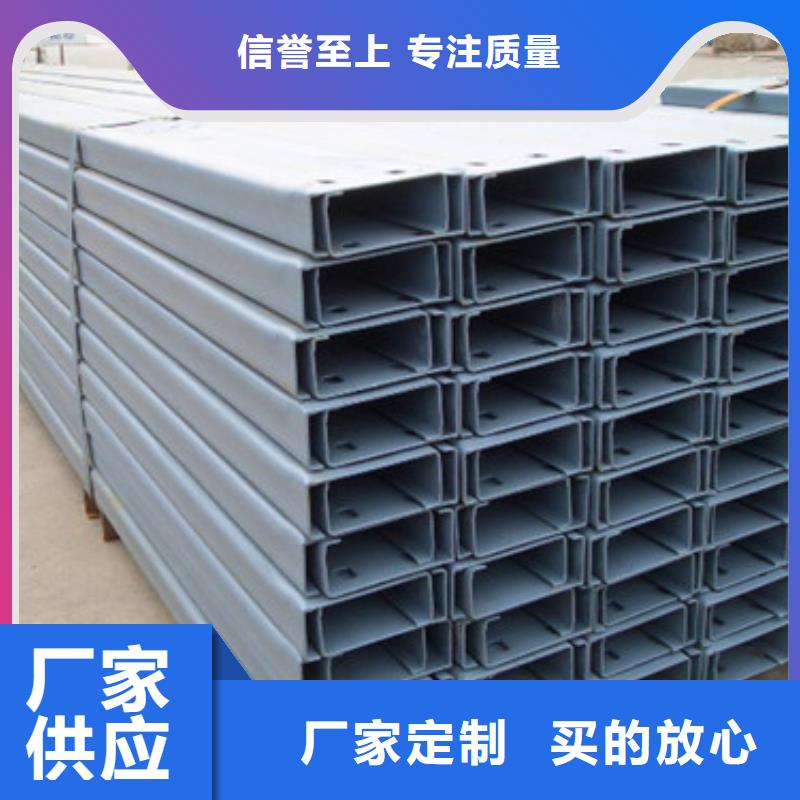
无论是哪一种冷弯型钢,在轧制的时候会发生变形,一方面是塑性变形,还有一方面是弹性变形。金属晶体在外受外力时发作歪扭和拉长,当外力未超越原子间的结合力时,去掉外力之后晶格便会由变形的状况康复到原始状况,也是未超越金属本弹性极限的变形叫做金属的弹性变性。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
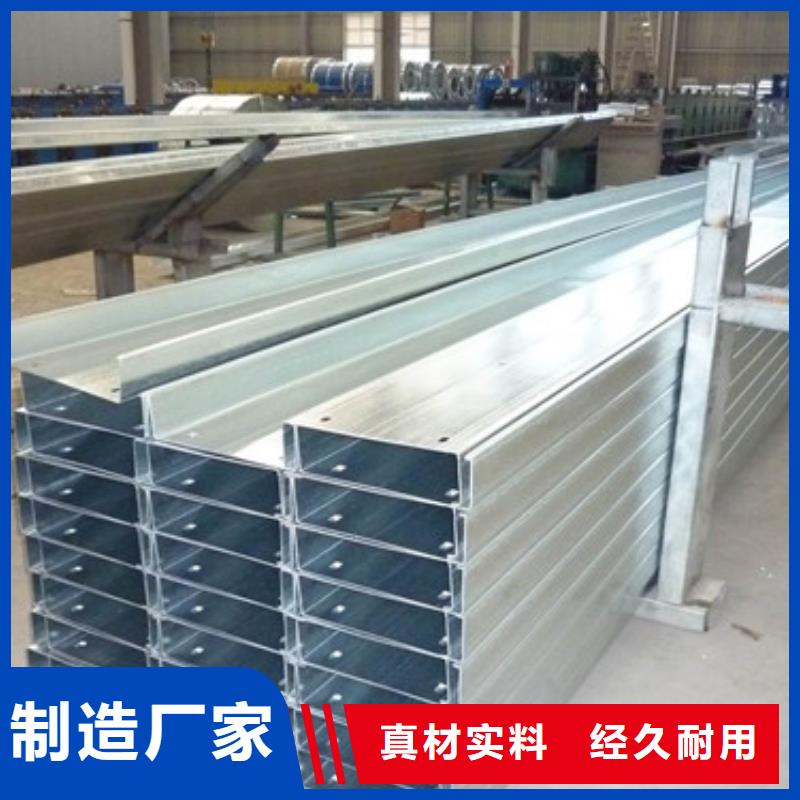
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。
C型钢工字钢厂家精心推荐")





 扫一扫
扫一扫